






产品别名 |
圆刀片,圆刀片厂家,滚剪圆刀片,硬质合金刀片 |
面向地区 |
全国 |
产地 |
安徽 |
刃径 |
8mm |
刃长 |
30mm |
型号 |
瑞克 |
是否进口 |
否 |
是否涂层 |
否 |
适用机床 |
多款供选 |
材质 |
高速钢 |
生产销售大圆刀片,大圆刀,圆刀。一般圆形刀片的直径 : ∮ 300 -1000mm , 厚度 0.5 -300mm ;生产的圆形刀片主要应用在钣金剪切行业、钢带分条行业、肉类切片行业、印刷裁纸行业等领域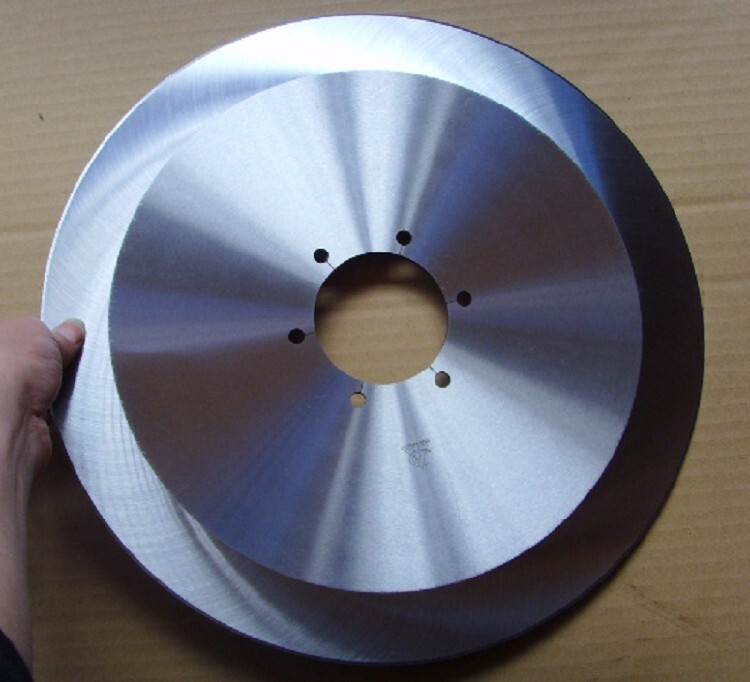
为了实现切削加工更好的质量和尽可能长的刀具寿命,我们需要在加工后
检查刀片,
总结不同形式的刀片磨损原因并找到解决方案,是成功铣削的基础。
后刀面磨损 1
快速磨损导致表面质量差或超出公差范围。
圆刀模切机加工过程中的主要环节
1、上料
就是材料上机。能否准确快捷地将材料上机走直,很大程度上影响调机和生产效率。上料时一般要位置放准,然后材料要有一定张力,即绷紧点,自然就会走正,换料时接头要接好。以接头顺利通过。
2、排废
就是将模切生产中的废料带走,排废是圆刀模切机加工过程中的关键,也是难点所在。在长期实践生产中产生了多种方法,针对不同的情况,使用不同的方法。
3、对位
对于一把以上的圆刀加工的产品就要进行几把刀的对位。对位尺寸有两个方向的即横向尺寸和纵向尺寸。纵向尺寸靠刀套上的旋扭控制,一般调好后锁住,变化较小;横向尺寸变化会大一点。要对位的圆刀都会有对位标记,通常两把刀对位时设计成两个直角“┍” “┙”,后形成“十”字。
对于两把以上的刀具,对位标识不同的工程师会有不同的设计,一下是其中的一种方法,图为四把刀的对位:
这种方法即可看后的合成效果c,又可监控单个a、b的效果,而且还可逐个对位方便调试。
通常我们会选择一个作为基准,即主刀不用调,其它刀相对主刀来调试。选择主刀时可根据实际情况,以对位方便为准。


