凉山供应圆刀片厂家







1/6
- ¥28.00
- 2025-01-15 10:30:07
- 安徽
- 8mm
- 圆刀片,圆刀片厂家,滚剪圆刀片,硬质合金..
- 邰召福 13865608108
- 马鞍山万达机械科技有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
为了实现切削加工更好的质量和尽可能长的刀具寿命,我们需要在加工后
检查刀片,
总结不同形式的刀片磨损原因并找到解决方案,是成功铣削的基础。
后刀面磨损 1
快速磨损导致表面质量差或超出公差范围。
刀片的正确安装和使用,是确保刀片命的一个非常重要因素。内圆刀片在安装同心下地磨损。金刚石内圆刀片其刃口多有0.25 mm的金刚石延伸层,可靠的说法是0.10~ 0.20 mm。因此,如果磨损量超过0.1 mm,刀片的寿命就会急剧下降。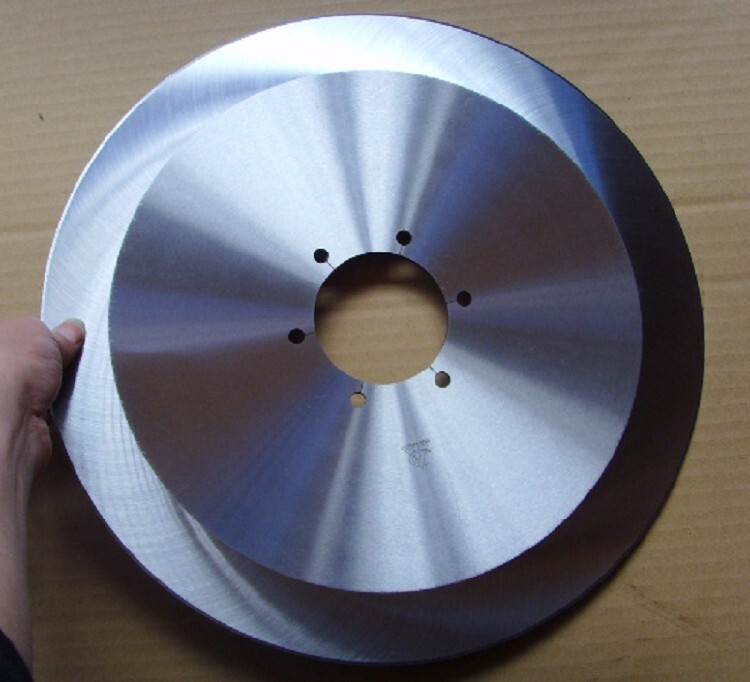
圆刀片生产加工时的稳定性
加工过程中的稳定性即影响到生产的效率,又影响到产品的质量。
决定加工时稳定性的因素有多种,有工艺的因素,也有操作工技术水平的因素。一般当圆刀已开好做成,再更改刀具就会增加重新做刀的费用,因此,我们主要从操作常识上去提高生产稳定性。归纳起来有以下几个方面:
(1)整体张力要合适。
整个材料在转动的过程中张力要合适,绷得太紧,产品容易收缩、变形、移位等;绷得太松则尺寸不稳定,变化大。所以要把握好全局的张力,如何控制好全局的张力,就要把握好各个收放料轮的张力。
(2)收放料时尽量采用恒定的张力。
对于容易滑动的材料要用挡板夹住,防止材料左右移动,有胶的材料放料时不要露胶到处粘。
(3)添加辅助滚轮。
在材料易皱、不平稳的地方,可添加辅助滚轮,添加时要注意角度合适。
- 圆刀片,圆刀片厂家,滚剪圆刀片,硬质合金..
- 刀具/夹具
- 邰召福
- 安徽
- 8mm
- 30mm
- 瑞克
- 否
- 否
- 多款供选
- 高速钢
马鞍山万达机械科技有限公司为你提供的“凉山供应圆刀片厂家”详细介绍
供应圆刀片信息
-
 万达牌剪板机折弯机报价,延庆供应折弯机¥ 68000
万达牌剪板机折弯机报价,延庆供应折弯机¥ 68000 -
 万达牌卷板机厂家,嘉峪关供应卷板机厂家¥ 88000
万达牌卷板机厂家,嘉峪关供应卷板机厂家¥ 88000 -
 万达牌全钢剪板机刀片,黑河生产剪板机刀片¥ 250
万达牌全钢剪板机刀片,黑河生产剪板机刀片¥ 250 -
 黄南供应圆刀片厂家,硬质合金刀片¥ 28
黄南供应圆刀片厂家,硬质合金刀片¥ 28 -
 忠县金属打包机厂家,卧式液压金属打包机¥ 99000
忠县金属打包机厂家,卧式液压金属打包机¥ 99000 -
 阳泉供应油墨刮刀,油墨刮刀片¥ 450
阳泉供应油墨刮刀,油墨刮刀片¥ 450







